Co je to ponorné žárové zinkování?
Žárové zinkování představuje moderní trend v oblasti povrchové úpravy ocelových konstrukcí, k jeho výhodám patří především dlouhá životnost, vytvoření rovnoměrného a kvalitního povlaku, a to i na vnitřních a obtížně přístupných plochách, dobrá odolnost proti mechanickým vlivům a také ohleduplnost k životnímu prostředí. Po umístění do zinkové lázně se na povrchu materiálu vytvoří intermetalická fáze železa a zinku, vysoce odolná proti otěru, síla této vrstvy se pohybuje mezi 50 – 190 mikrony, a to v závislosti na chemickém složení a typu materiálu.
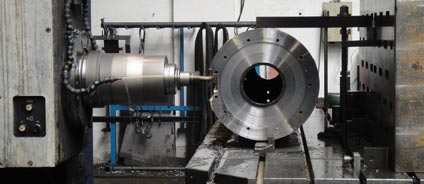
Při procesu žárového zinkování se dílce vyrobené převážně z černého železa odmastí v lázni s kyselinou a ponoří se následně do rozžhaveného zinku. K vyjmutí z rozžhavené zinkové lázně dochází v momentě, kdy se vyrovná teplota výrobku (železa) a zinku. Tímto způsobem dojde k dokonalému spojení vrstvy zinku a ocelového základu. Veškeré sváry jsou touto procedůrou také pokryty ochranou vrstvou zinku. Ponorné žárové zinkování je v současné době nejkvalitnější povrchovou ochranou železa. Postupem času dochází na výrobku k tzv. “bílé rzi”, což je reakce zinku na kyslík. Na povrchu žárově zinkovaných dílů se objeví bílý povlak, vrstva zinku však zůstává nenarušena. Vznik bílé rzi podmiňuje vlhkost, opticky poškozuje obraz zinkování, neovlivňuje však kvalitu povrchové úpravy a není důvodem reklamace. Žárové zinkování se obecně považuje za povrchovou ochranu nikoliv za pohledovou úpravu.
Životnost žárově pozinkovaných kovových součástí je řádově několik desítek let, záleží na klimatických podmínkách, vlhkosti a znečištění ovzduší, působení solí apod.
Krátké video procesu žárového zinkování. Klikni zde
Koroze je elektrochemická reakce, při které kov (zejm. kovové železo) přechází do formy oxidu, resp. hydratovaného oxidu. Tyto zplodiny koroze se označují jako rez. Příčinou koroze je snaha železa oxidovat se v přítomnosti vody a vzdušného kyslíku.
Pro zodpovědnou volbu způsobu antikorozní ochrany je však ještě nutné vzít v úvahu, že koroze na povrchu železného materiálu neprobíhá rovnoměrně, neboť je členěna na anodickou oxidaci železa na železnaté kationty (ANODICKÁ KOROZE) a na katodickou redukci kyslíku za vzniku hydroxylových kationů (KATODICKÁ KOROZE) a na závěrečnou oxidaci meziproduktu – hydratovaného oxidu železnatého (hydroxidu železnatého) na oxid železitý – rez. Celkově to probíhá tak, že železný materiál koroduje, když jím protékají elektrony od anody ke katodě a zároveň s tím je spojem pohyb aniontů v roztoku (vodné nebo vlhké prostředí kolem materiálu). Pro zastavení koroze je nutné zabránit toku elektronů – elektrochemickému proudu. Pro technickou praxi je dobré vědět, že anodická koroze se obvykle prosazuje v místech, kde je nějakým způsobem porušena homogenita materiálu … sváry, únavová místa, (mikroprasklinky), …
Úkolem antikorozních nátěrových hmot je ochrana konstrukcí, strojů, ocelových staveb i jiných zařízení a předmětů, které podléhají atmosferické korozi. Účelem povrchové ocrany je pak prodloužení životnosti a zabezpečení dlouhodobé funkčnosti natíraných zařízení. Při dodržení určitých zásad a podmínek, mezi které patří předběžná povrchová úprava podkladu, správná technologie nanášení, dostatečná údržba nátěru …, lze dosáhnout organickými povlaky dlouhodobé ochrany kovových předmětů. Dokladem toho jsou dosud provozuschopné ocelové stavby, jejichž stáří přesahuje mnohdy i sto let (mostní konstrukce, rozhledny, pohyblivé prvky vodních staveb …).
Komaxit je povrchová úprava kovů práškovým plastem. Plast se nanáší elektrostaticky na kovový povrch. Díky tomuto procesu je možné povrchovou úpravu komaxitem využít jen u kovových vodivých prvků.
Kovový povrch, na který se nanáší vrstva plastu musí být před aplikací čistý, odmaštěný, bez povrchových vad a koroze. Tento přepdoklad umožní kvalitní nanesení vrstvy plastu. Další možností přípravy kovového povrchu před komaxitováním je příprava fosvátováním nebo žárovým či galvanickým zinkováním. Žárové nebo galvanické zinkování se využívá u prvků, které mají odolávat venkovnímu prostředí.
V případě povrchové úpravy starších kovových prvků komaxitem je před samotným nanášením vrstvy plastu nutno provést pískování. Jedná se o technologii, kdy jsou nečistoty a povrchové vady prvku odstraněny speciální pistolí, do které se pod vysokým tlakem vhání písek. Tento postup umožňuje kvalitní očištění staršího prvku a nanesení vrstvy práškové plastu.
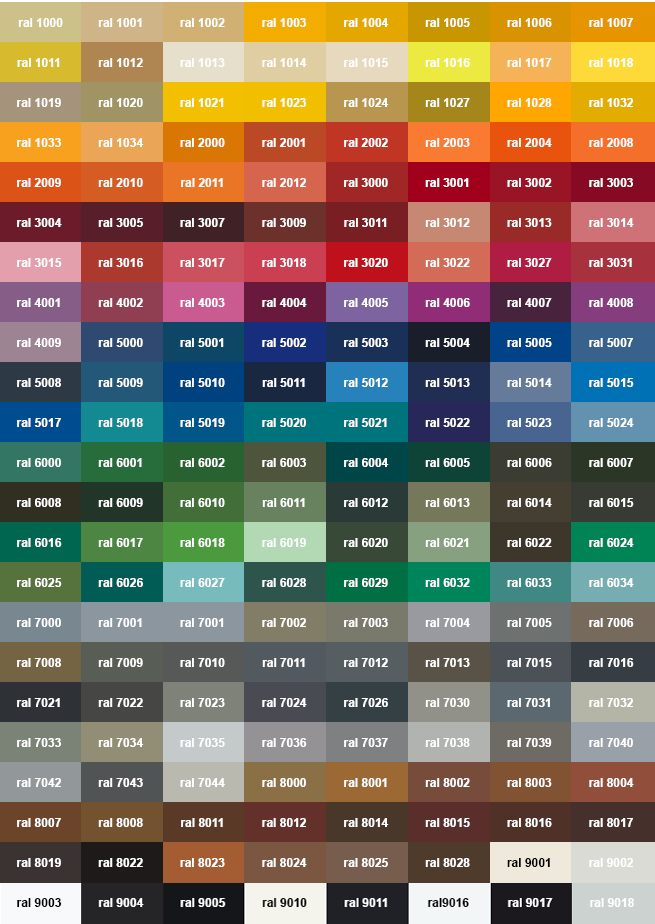
Postup samotného komaxitování je následující: 1. Předpříprava a příprava kovového prvku. Jedná se o očištění a odmaštění. V případě předpřípravy se jedná o přípravu fosvátováním nebo zinkováním. Pokud by šlo o starší kovové prvky, je nutno provést pískování. 2. Nanesení rovnoměrné vrstvy práškového plastu dle zvolené barvy (stupnice RAL). 3. Jakmile je vrstva plastu nanesena, je prvek vložen do speciální pece, kde je vypalován dle charakteru úpravy o teplotě v rozmezí 160 – 200° C. 4. Po vypálení je kovový prvek vytažen z pece, nechá se vychladnout a je připraven k montáži či použití.
Výhody úpravy povrchu práškovým plastem jsou: 1. vysoká kvalita povrchové úpravy, 2. rovnoměrnost nánosu povrchové úpravy (bez kapanců, povchových vad, nerovnoměrnosti nátěru atd.), 3. šetrnost vůči životnímu prostředí, 4. vyhovující i pro potravinářské účely (žádné závádné chemické látky), 5. vysoká životnost závisla od účelu použití. 6. velká barevná škála – barvy a odstíny (RAL)
Vzorník RAL barevných odstínů k nahlédnutí zde
Galvanické pokovování je pokovovací proces, kdy se ionty kovu v roztoku pohybují v elektrickém poli tak, aby vytvářely povlak na elektrodě. Používá se stejnosměrný proud. Kationty dané látky se na katodě redukují z roztoku a potahují vodivý předmět tenkou vrstvou materiálu. Galvanické pokovování se užívá především pro vytvoření vrstvy s požadovanými vlastnosti (např. odolnosti vůči otěru a obrusu, proti korozi, pro kluzkost, estetické vlastnosti apod.) na povrchu, který tyto vlastnosti postrádá. Metodu lze však použít i pro zvětšení příliš malých předmětů.
Druhy pokovování
Více informací zde
Klip Zinga (EN) zde
Realizovaný projekt Daakkvl zde
DAAKKVL, s.r.o.
Chelčického 3097
470 01 Česká Lípa
Czech Republic
—————————-
www.daakkvl.cz
www.daakkvl-kovo.cz
🍪 Nastavení soukromí
2010 • Tvorba stránek esluzby.net














{kind=link}